Roues et pignons
Préambule :
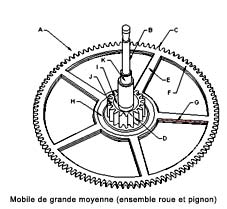
A)
Roue
B) Pignon
C) Dent de la roue
D) Aile(dent) du pignon
E) Bras de la roue
F) Face de la roue ou serge
G) Anglage des bras (hachuré)
H) Moulure
I) Piqűre du pignon
J) Face du pignon
K) Pivot
La
roue (A) :
Définition: La roue est un organe circulaire tournant autour
d’un axe et dont la fonction est de transmettre la force. La roue
est rivée sur le pignon formant ainsi le mobile.
Les bras de la roue (E) : Ils sont facultatifs, ils sont
au nombre de 5 et servent ŕ alléger la roue pour diminuer l’inertie
et améliorer ainsi le rendement de la montre (ex. pour le mouvement
de base). A l’inverse, pour un rouage de sonnerie oů l’on a besoin
de plus d’inertie les roues ne seront pas évidées.
Note : pour alléger une roue on peut également découper des
motifs dans la matičre.(ex : roue de pendule).
L’anglage des bras (G): Uniquement dans le haut de gamme,
les bras sont anglés, directement lors de l’étampage ou manuellement
ŕ la lime pour une méthode plus traditionnelle.
La face (F) visible des roues est cerclée dans le haut
de gamme et moyen de gamme. Elle sera sablée dans le bas de gamme.
La moulure (H): Uniquement dans le haut de gamme car purement
esthétique, elle sera réalisée au diamant sur le noyau de la roue
afin de refléter les ailes du pignon.
Les dents de la roue ( C ) : Les premičres roues étaient
en fer et découpées ŕ la lime.
Aujourd’hui, en laiton elles sont formées par taillage.
Le
pignon (B) :
Définition
: c’est un organe denté en acier trempé et poli revenu bleu.
Le pignon divise, déplace, renvoie, redivise, redéplace,…
Le pignon, indispensable au bon fonctionnement de la montre est
composé de différentes parties :
- Les ailes (D) du pignon pourront ętre polies avec un
disque de bois doux ŕ grains fins pour la méthode traditionnelle
ou plus communément au tonneau pour les plus grandes séries. Le
polissage des ailes des pignons diminue considérablement les frottement
et améliore ainsi la transmission de force.
- Les faces (J) des ailes des pignons sont bloquées polies
pour des raisons esthétiques évidentes. Cette opération apporte
un état de brillance qui se reflčte sur la roue et apporte un
effet lumineux qui embellit le mobile et la pičce dans sa globalité.
.
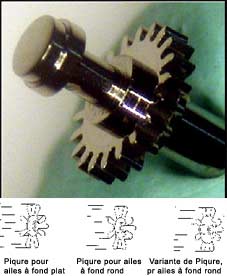
- La piqűre (I) : Pour former la portée de pivot mais également
pour empęcher l’huile d’atteindre la face du pignon (particuličrement
lorsqu’il est proche du trou de pierre) on effectue au burin une
petite entaille de profil triangulaire. Ce sillon circulaire permet
également de conserver la face plate pendant le polissage. Les
anciens horlogers vouaient un soin particulier ŕ l’exécution de
belles piqűres trčs fines et profondes
Conclusion : Tous les mouvements comportent dans leur mécanisme
des engrenages en nombre plus ou moins important afin d’assurer
une transmission de la force et du mouvement . Ces merveilleux
engrenages indispensables au bon fonctionnement des montres, méritent
que l’on s’attarde un peu sur le soin apporté ŕ leur finition
car si certains veulent que cela fonctionne, d’autres exigent
qu’en plus cela soit beau.
Finitions
des roues :
La méthode
:
La gamme opératoire de la fabrication des roues est la suivante
1) découpe des rondelles
2) décorations et finitions
3) mise en couleur
4) taillage des dents
5) assemblage avec le pignon.
Seuls les points relatifs aux finitions et ŕ la décoration (2,
3) seront développés ici.
2.
Décorations et finitions :
- L’Anglage des bras : (photo 2) peut ętre effectué directement
lors de la découpe par étampe. Le résultat est satisfaisant, toutefois,
dans le haut de gamme l’anglage des bras pourra ętre repris ŕ
la lime.
On pourra ensuite leur donner encore plus d’éclat en les terminant
avec un polissage au brunissoir ŕ la maničre traditionnelle (voir
article : anglage haut de gamme, la méthode).
- La moulure : Dans un but purement décoratif, une moulure
sera exécutée au diamant sur le moyeu de la roue.
- Le cerclage : (photo 1) On cercle généralement les roues
sur leur face visible dans le mouvement de la montre. Le cerclage
est une opération qui consiste ŕ adoucir la face de la roue avec
un bâton de pierre d’ardoise ou avec un cabron. La roue tourne
et le bâton de pierre d’ardoise est appuyé sur la face. Ce genre
de finition donne des traits circulaires fins et apporte de la
brillance.
Note : Lorsque le passage de la fraise a laissé des bavures
sur le coté de départ des dents, on pourra les supprimer avec
une pierre d’ardoise plate. On pourra également retoucher la serge
intérieure avec une lime feuille de sauge adaptée ŕ la courbe.
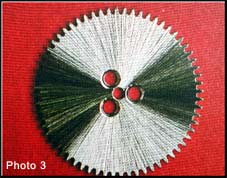
-Le soleillage : ( photo 3) : Généralement destiné aux
roues en acier, ce type de décoration obtenu grâce ŕ une meule
cloche donne des traits rayonnants.
3.
Mise en couleur ou galvanoplastie : (photo 4).
Il s’agit d’ un procédé qui permet de déposer par électrolyse
sur le métal une couche de faible épaisseur d’un autre métal (nickel,
or , rhodium).
Ce revętement a en premier lieu un but esthétique mais assure
également une protection contre l’oxydation. Le dorage par exemple
protčge et améliore l’apparence des pičces en laiton qui ont tendance
ŕ se ternir rapidement. Il existe différentes nuances de couleurs
qui vont de la teinte la plus jaune (1N) jusqu’ŕ la plus rouge
(5N).
La surface doit ętre préalablement préparée par un polissage minutieux
car le dorage couvrira la surface sans en modifier la texture
et sans cacher les éventuels défauts.
Note : le taillage des dents (taillage dent par dent ou par
génération) est la derničre opération effectuée afin d’éviter
les dépôts de dorage sur le profil de la denture
Conclusion : On peut dire que l’étampage et le taillage
par génération sont actuellement les méthodes d’usinage des roues
quasi systématiques car elles donnent des résultats qualitatifs
trčs satisfaisants qui ne nécessitent pas forcément de reprise
au niveau finitions. Toutefois, dans le haut de gamme, la main
experte de l’artisan pourra encore et toujours peaufiner les finitions
, ne serait-ce que pour le geste.
Finitions
des pignons :
La méthode
:
La
gamme opératoire de la fabrication des pignons est la suivante
:
1) Le décolletage : a) machine industrielle ou b) au tour
2. Le taillage : a) par génération ou b) dent par dent
3. Le traitement thermique
4. Le roulage des pivots a) ŕ l’archet ou b) ŕ la meule
5. Finitions et décorations :
a) Polissage des ailes: 2 méthodes
b) Polissage des faces des ailes des pignons : 2 méthodes
c) Polissage des tigerons : 2 méthodes
d) Polissage des piqűres: 2 méthodes.
Seuls les points relatifs ŕ la décoration (4 et 5) seront développés
ici.
4.
Le roulage : ou brunissage est exécuté sur les pivots. Il
s’agit en fait d’une opération de polissage qui s’exécute ŕ l’aide
d’un brunissoir. Cette opérations permet d’atteindre les dimensions
définitives tout en améliorant considérablement l’état de surfaces
tant au niveau fonctionnel qu’esthétique.
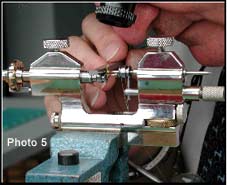
- La méthode traditionnelle : pour les opérations artisanales
délicates, le roulage sera effectué ŕ l’archet avec un brunissoir.
Le pivot repose sur une encoche de la broche du tour a pivoter.
Le brunissoir appuie sur le pivot pendant que celui-ci tourne
(photo 5).
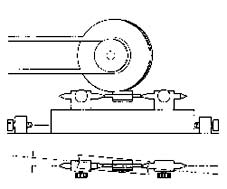
- La méthode industrielle : pour les grandes séries le
tour ŕ polir ou meule carbure facilitera grandement le travail.
Dans ce casle disque de brunissage est abaissé pendant qu’il est
en rotation jusqu’ŕ l’obtention du diamčtre de pivot désiré. (photo
tour ŕ rouler). Un pivot bien poli ne présentera pas de marques
ou de rayures sur sa surface.
5. Finitions et décorations :
a) Le polissage des ailes des pignons : 2 méthodes
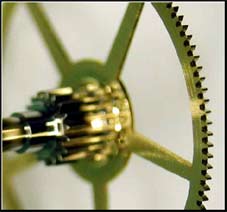
- La Méthode traditionnelle : les ailes du pignons sont polies
avec un disque de bois doux ŕ grains fins. Le disque en bois (poirier
en général) est ajusté ŕ une broche avec une poulie qui assure
l’entraînement. Le pignon tourne entre centres sous le disque
ŕ moins de 90 ° de son axe. Durant le polissage, le pignon est
déplacé dans un mouvement de va et vient sur son axe afin de polir
la longueur totale des ailes.
Le disque est chargé avec un mélange ŕ polir trčs fin qui enlčve
les marques de fabrication. Cette opération de polissage des pignons
est rapide ŕ condition d’ętre correctement préparée.
Note : il est impératif de pręter attention ŕ ne pas réduire
outre mesure le diamčtre du pignon.
- Méthode industrielle (photo 7) : Les ailes des pignons
peuvent ętre également polies au tonneau (on dit également brassage).
Dans ce cas de figure, les pičces ŕ polir sont introduites dans
un petit tonneau qui contient des porteurs (paillons) et diverses
matičres abrasives ; le tonneau, monté sur un axe, tourne, polissant
ainsi simultanément toutes les surfaces de la pičce par frottement.
b) Polissage des faces des ailes du pignon : 2 méthodes
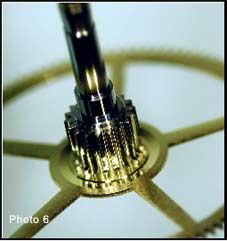
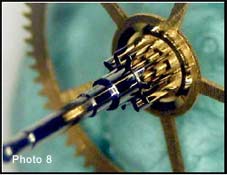
- Méthode traditionnelle : Les faces des ailes des pignons
sont polies avec de la diamantine sur des tampons en bronze ou
en zinc aprčs un adoucissage. Le polissage peut ętre effectué
de maničre mieux adaptée avec un archet, en utilisant la roue
comme entraîneur. Il est essentiel que la face du pignon ne perde
pas son contact plat avec le tampon (photo 6 et 8).
- Méthode industrielle : Au tonneau (voir ci-dessus).
c) Polissage des tigerons : 2 méthodes
Méthode traditionnelle : Le pignon est fixé sur un tour et
l’artisan vient polir la surface du tigeron grâce ŕ un abrasif
fixé sur une cheville (photo 8).
- Méthode industrielle : au tonneau (voir ci-dessus).
d) Polissage des piqűres : 2 méthodes
- Méthode traditionnelle: Particuličrement soigné dans le
haut de gamme, le polissage des piqűres empęche l’huile d’atteindre
la face du pignon. On obtient cet état de surface grâce ŕ un polissoir
ou (flasque) chargé de diamantine et adapté ŕ la forme particuličre
de la piqűre.
- Méthodes industrielle : au tonneau (voir ci-dessus).
Conclusion : La plupart des défauts de finition proviennent
d’une mauvaise préparation. Il est donc essentiel que le pignon
soit proprement usiné si l’on veut obtenir une face douce et plate
sans raies. Le polissage pourra męme, dans certains cas, s’effectuer
sur toutes les parties du pignon. Cette opération apportera un
état de brillance qui embellira le mobile dans sa globalité (photo
8).